|
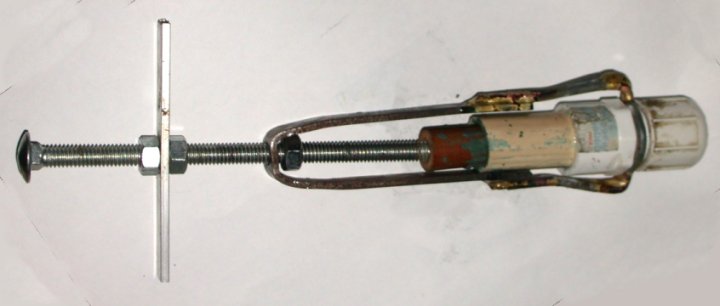
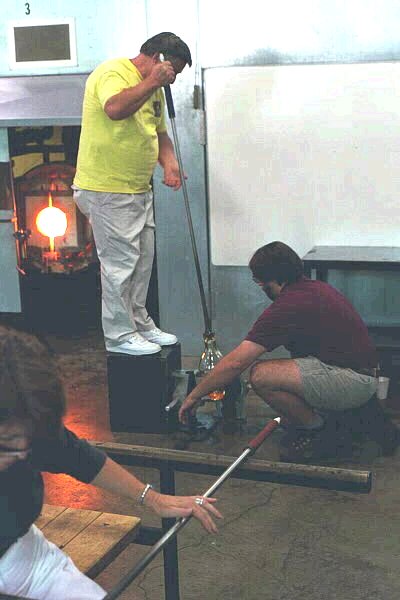
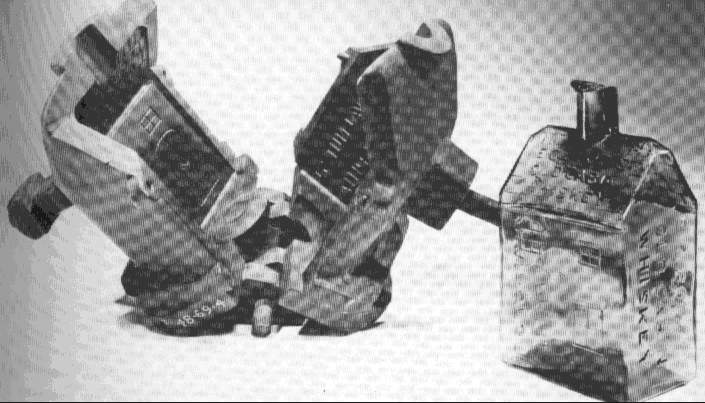
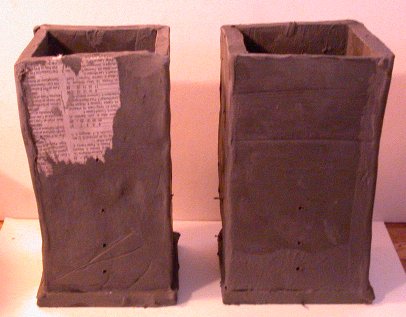
Molds used in art and production glass work fall in four major categories: optics, blow molds, press molds, and special tools. In addition there is a special process that is drawn from solid glass casting where a mold is made from sand by mixing it with water glass (sodium silicate) and hardening it with CO2 (carbon dioxide) - examples I have encountered normally involve a large amount of glass at the bottom with a blown form above that base; the mold is destroyed with each object made. 2010-10-12 This page Glassmaking and Glassmakers Page on the history of bottle making has excellent examples of molds and their results and includes a short video of hand blown bottle making 2007-05-26 Optic molds (or optics) are metal open ended tube molds that form ridges in the outside of the glass. These ridges may be straight lines or diamond patterns, etc. Most optic molds are solid, but those with complex patterns require a hinged split to remove the glass. Jim Moore makes a blade optic in which metal strips in a frame make the grooves. Homemade cast optic below right and rod optic below left. The primary variations in optic molds are: whether the bottom is open - usually meaning straight sided to the mold - or closed - usually meaning the pattern curves from the sides to the bottom, impressing the end of the glass; the number and deepness of the grooves in simple patterns; size; and the design of alternate shapes. A straight groove optic can be used to hold and apply straight stringer. Steinert is a primary purveyor of open optics.
|
||||
|
Press molds are used to make pressed glass and are open faced with a matching plug that drives the blob of glass into the mold, also forming the inside of shape. Pressed glass must taper inside to let the plunger out. To allow removal of the glass, multipart exterior molds are used, leaving slight seam lines. Information showing machines from the the early history of mechanically pressed glass is here, although a simple machine to apply leverage has been a part of pressed glass from the start as shown here Special tools may be molds, such as those used to form the necks of bottles. Jim Moore is offering sheet metal fin molds that give a 6 or 8 sided form to the bowl of a goblet when pushed inside the soft glass bowl. 2003-06-24
|























 I have
had some
I have
had some